Reactor
The industrial reactor is an advanced device designed to carry out complex chemical and technological processes in various industries, including chemistry, pharmacy, petrochemistry, and food and beverage production. Thanks to the use of the latest technologies and high-quality materials, our reactor ensures reliability, safety, and efficiency in any production environment.
Features and benefits
- High Efficiency: Designed to maximize the efficiency of chemical processes, our reactor allows for optimized reaction time and minimized energy consumption.
- Safety: Equipped with advanced safety systems such as automatic shutdowns, pressure and temperature sensors, our reactor meets the highest industrial safety standards.
- Flexibility and Scalability: Modular design allows for easy adaptation to specific production requirements and scalability depending on production needs.
- Durability and Reliability: Constructed of high-quality stainless steel and other corrosion-resistant materials, ensuring longevity and reliability even in harsh operating conditions.
Stainless steel reactor - sample projects
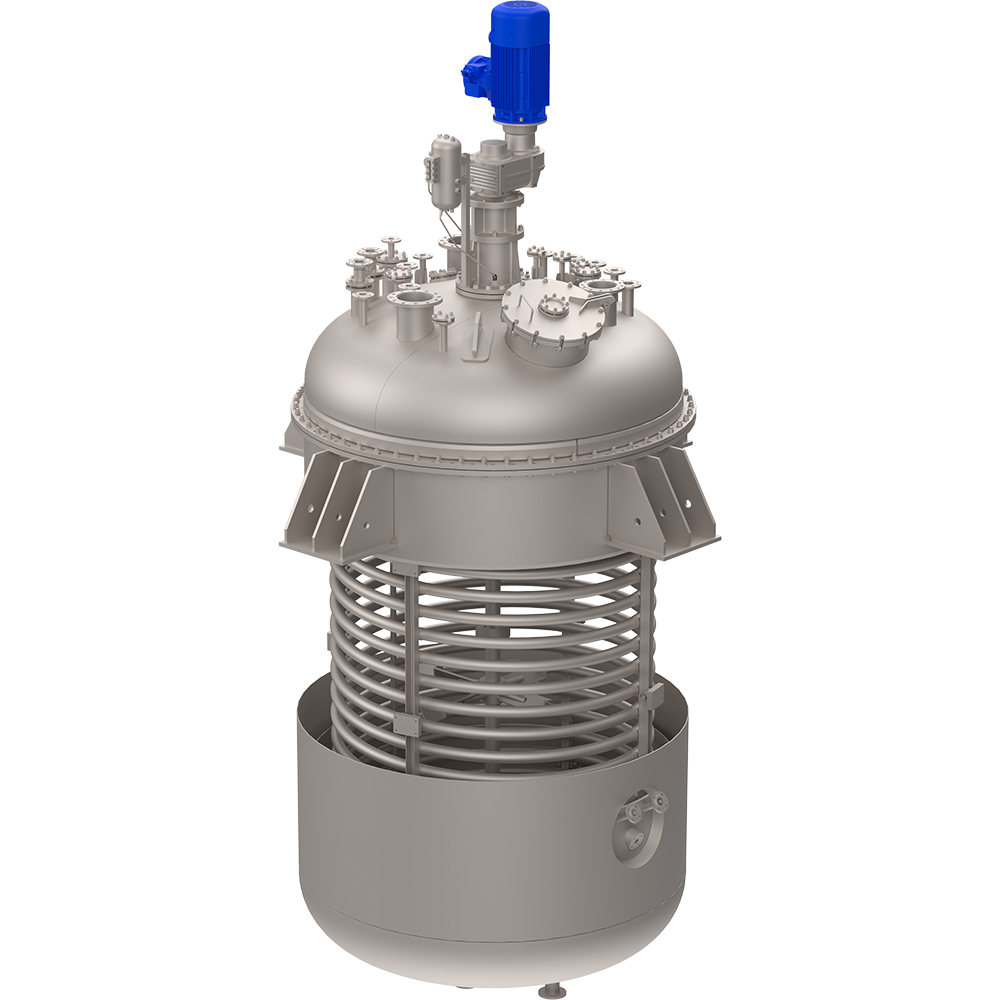
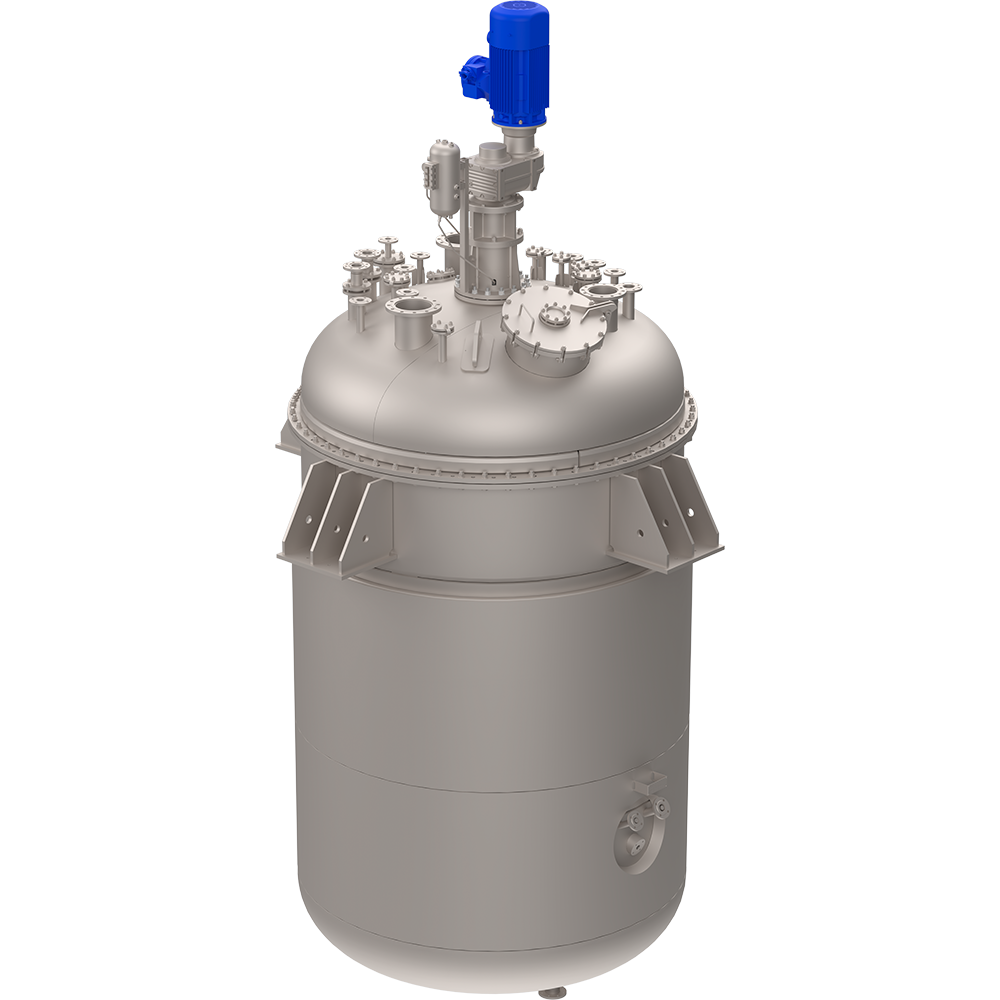

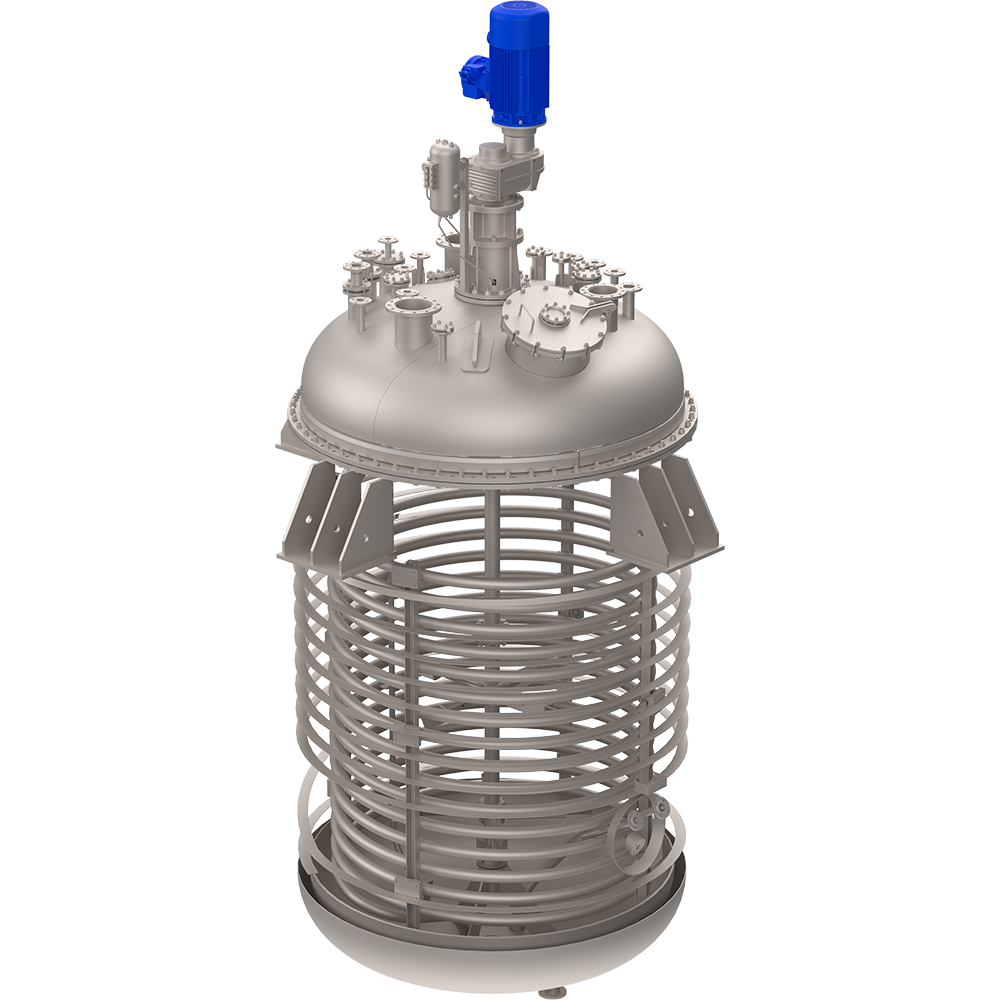




Examples of realizations



We provide full technical support and after-sales service to ensure the highest level of customer satisfaction.
Contact us to learn more about the possibilities of personalizing the reactor to your specific production needs.