Reaktory
Pozostałe
urządzenia
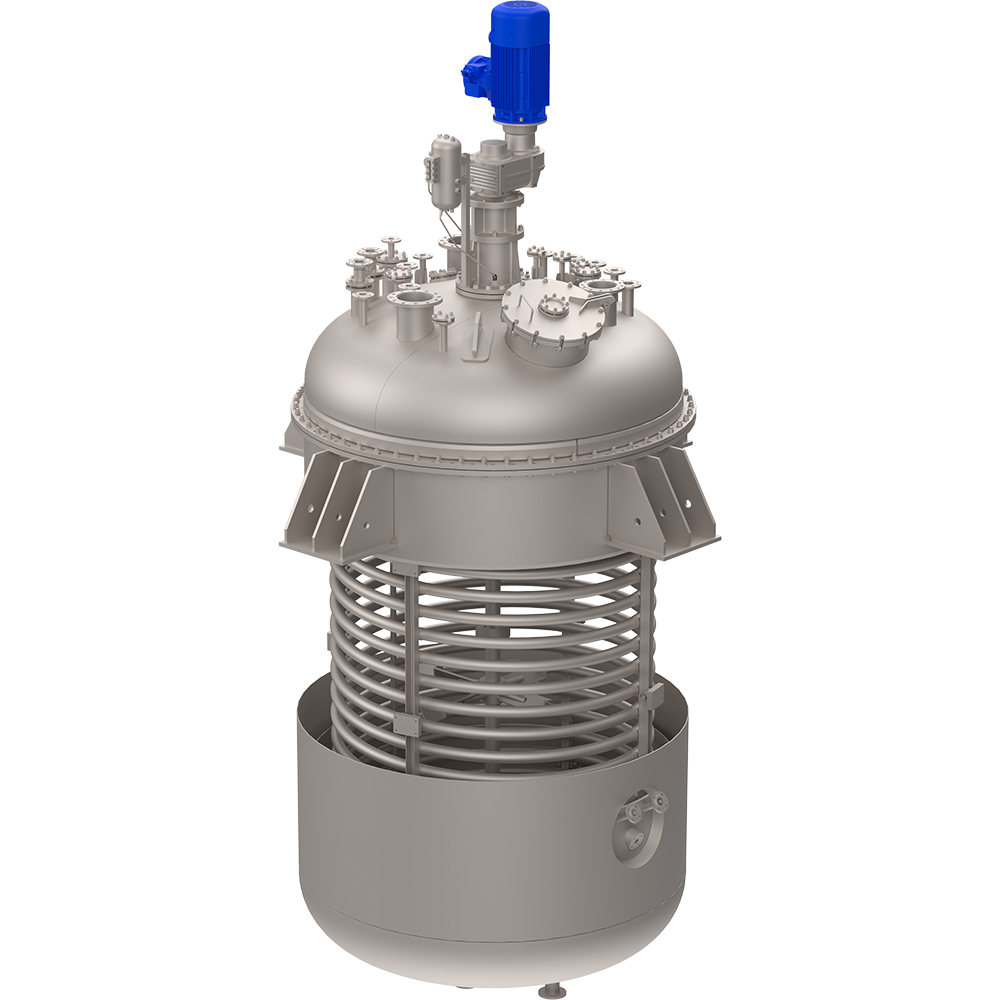
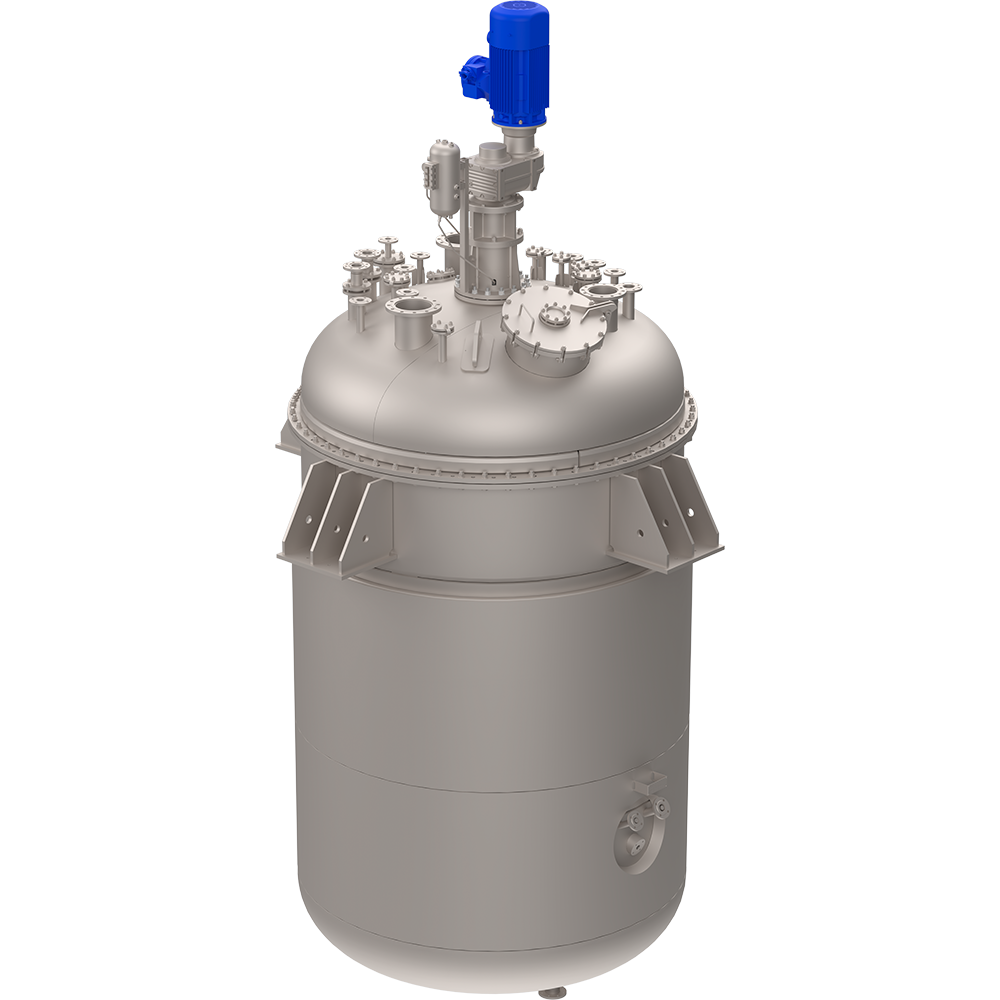
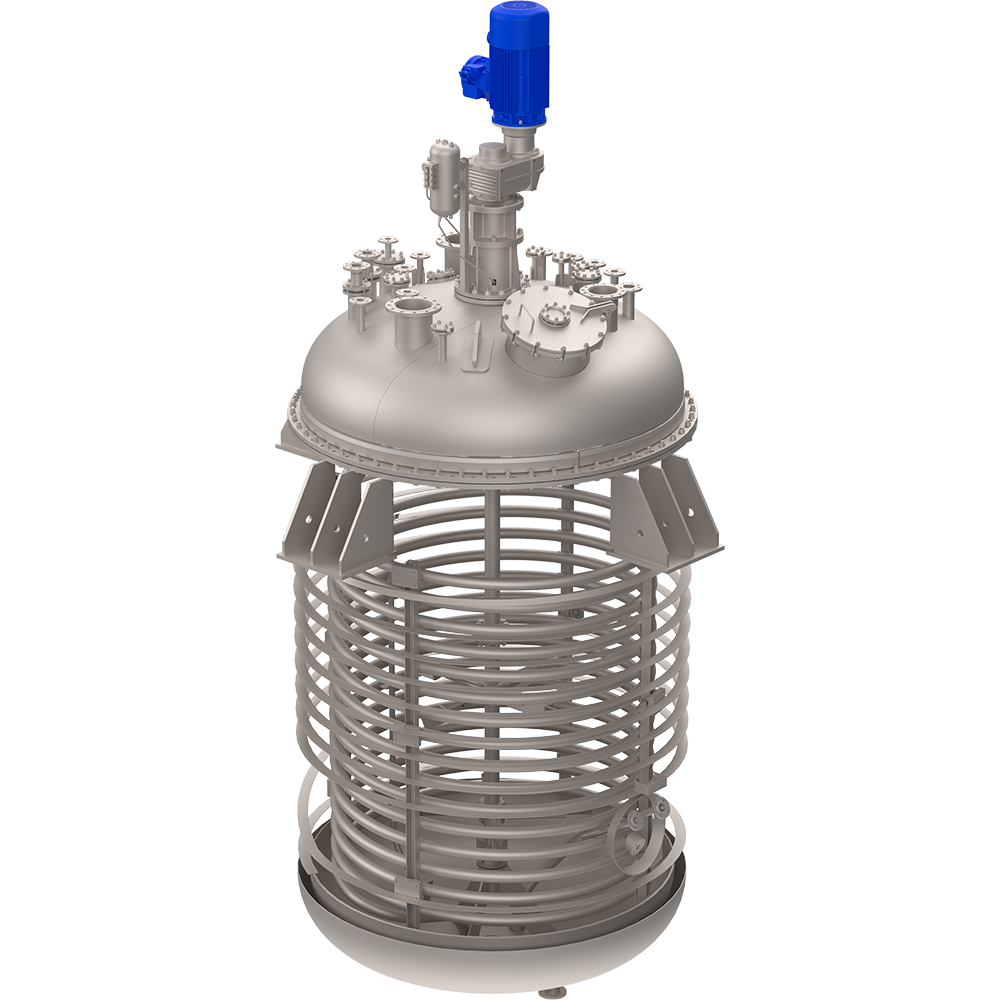
Reaktor przemysłowy to zaawansowane urządzenie, zaprojektowane do przeprowadzania złożonych procesów chemicznych i technologicznych w różnych gałęziach przemysłu, w tym w chemii, farmacji, petrochemii oraz produkcji żywności i napojów. Dzięki zastosowaniu najnowszych technologii i wysokiej jakości materiałów, nasz reaktor zapewnia niezawodność, bezpieczeństwo i efektywność w każdym środowisku produkcyjnym.
Cechy i zalety
- Wysoka wydajność: Zaprojektowany z myślą o maksymalizacji wydajności procesów chemicznych, nasz reaktor pozwala na optymalizację czasu reakcji i minimalizację zużycia energii.
- Bezpieczeństwo: Wyposażony w zaawansowane systemy bezpieczeństwa, takie jak automatyczne wyłączniki, czujniki ciśnienia i temperatury, nasz reaktor spełnia najwyższe standardy bezpieczeństwa przemysłowego.
- Elastyczność i skalowalność: Konstrukcja modułowa umożliwia łatwą adaptację do specyficznych wymagań produkcyjnych oraz skalowanie w zależności od potrzeb produkcji.
- Trwałość i niezawodność: Wykonany z wysokiej jakości stali nierdzewnej oraz innych materiałów odpornych na korozję, co zapewnia długowieczność i niezawodność nawet w trudnych warunkach eksploatacyjnych.
Reaktor ze stali nierdzewnej - przykładowe projekty


Zastosowanie
Reaktor znajduje zastosowanie w różnych gałęziach przemysłu



Przykładowe realizacje



Zapewniamy pełne wsparcie techniczne oraz serwis posprzedażowy, aby zapewnić najwyższy poziom zadowolenia naszych klientów.
Skontaktuj się z nami, aby dowiedzieć się więcej o możliwościach personalizacji reaktora do Twoich specyficznych potrzeb produkcyjnych.
RStechnology
Mapa strony